GZPK Series Avtomatik Yüksək Sürətli Rotary Tablet Pres Maşını




Planşetlərin sıxılma sistemi
Sıxılma sistemi iki mərhələdən ibarət prosesi həyata keçirir, yəni əvvəlcədən sıxılma və əsas sıxılma.Kompakt strukturun dizaynı uzun sıxılma müddətini, sabit işləməsini və ağır yük altında deformasiyaya uğramamasını təmin edir, böyük planşetin sıxılma prosesi zamanı planşetin çəkisinin dəqiqliyini və planşetin sərtliyini əhəmiyyətli dərəcədə təmin edir, eyni zamanda maşının hamar işləməsini və aşağı səs-küy səviyyəsini təmin edir.
Qidalanma sistemi
İki kürəkli qidalandırıcının konfiqurasiyası hər bir planşetin çəkisinin dəqiq idarə edilməsində mühüm rol oynayır, tozun kalıp çuxuruna optimal doldurulmasını təmin edir, sərbəst axan məhsulların kifayət qədər doldurulmaması, həddindən artıq toz və çarpaz çirklənmə kimi problemləri aradan qaldırır. adi tablet sıxma maşınında baş verir.Bu qidalanma sistemi yüksək dəqiqliklə fərqlənir və sökülməsi asandır.


Punch Turret
Yüksək dəqiqlikli planşet presi qülləsi pas və korroziyaya qarşı əla qoruma təmin edən korroziyaya davamlı materiallardan hazırlanmışdır.
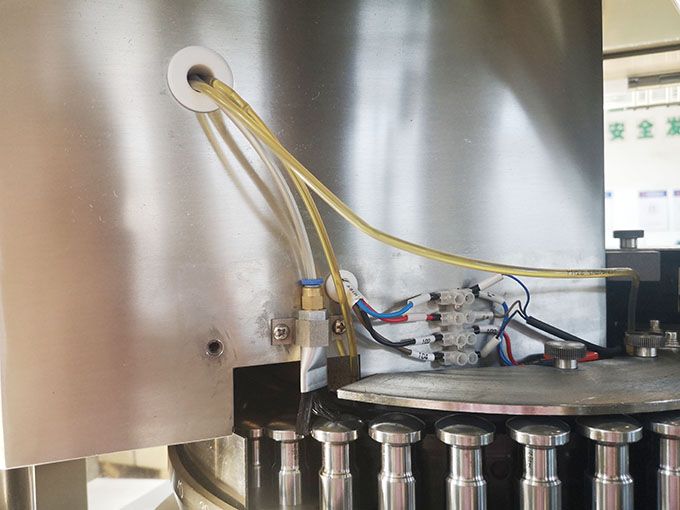
Avtomatik yağlama sistemi
Üç dəst avtomatik mərkəzləşdirilmiş yağlama sistemi, planşetləri sıçrayan yağla çirklənmədən qoruyarkən, zımbaların, istiqamətləndirici və sıxma silindrlərinin tam yağlanmasını təmin etmək üçün mərkəzi yağlama nasosu və paylayıcı klapanlarla təchiz edilmişdir.
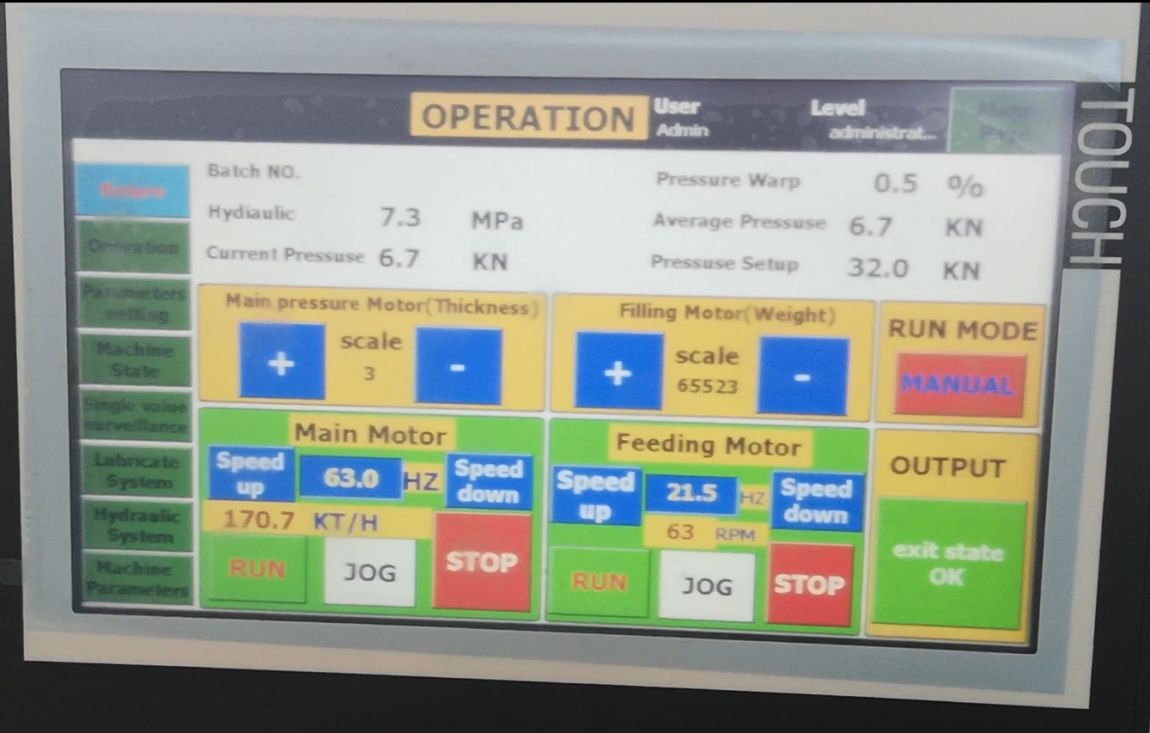
İnsan-Maşın İnterfeysi (HMI)
İnsan-maşın interfeysi (HMI) doldurma dərinliyini, iş təzyiqini, planşet qalınlığını və digər istehsal parametrlərini göstərmək üçün Siemens 10 düymlük rəngli sensor ekranı qəbul edir və operatora maşını asanlıqla idarə etməyə imkan verir.
İdxal edilmiş yüksək dəqiqlikli Tedea-Huntleigh güc sensorları və gücləndiriciləri, real vaxt rejimində qüvvə monitorinqi və təhlilini həyata keçirmək üçün təzyiqin təyini və ötürülməsi sistemində istifadə olunur, bu da tozun doldurulma dərinliyinin avtomatik tənzimlənməsinə və tabletləmə prosesinin avtomatik idarə olunmasına imkan verir.Bundan əlavə, alətlərin zədələnməsi və tozun qidalanma vəziyyəti kimi bir çox dəyişənlər də real vaxt rejimində izlənilir, beləliklə, qorunma maksimuma çatdırılır, ixtisas dərəcəsi artır, eləcə də istehsal xərclərini xeyli azaldır.
| Model GZPK | 26 | 32 | 40 | |
| Stansiya nömrəsi | 26 | 32 | 40 | |
| Tutum (Tablet/saat) | Maks. | 160000 | 210000 | 260000 |
| Min. | 30000 | 30000 | 30000 | |
| Fırlanma sürəti (rpm) | Maks. | 102 | 105 | 105 |
| Min. | 11 rps/dəq | 11 rps/dəq | 11 rps/dəq | |
| Max.Tablet Diametri | φ25 | φ16 | φ13 | |
| Əsas təzyiq | 80KN | 80KN | 100KN | |
| Əvvəlcədən təzyiq | 20KN | 20KN | 20KN | |
| Maks.Uçuş Dərinliyi | 20 mm | 16 mm | 16 mm | |
| Dia.Die (mm) | 38.1 | 30.16 | 24.01 | |
| Punch Uzunluğu | 133,6 mm | 133,6 mm | 133,6 mm | |
| Əsas Motor Gücü | 11KVt | 7,5 kVt | 7,5 kVt | |
| Ölçü | 930(+ 438)*850(+438)* 1945-ci il | |||